Selecting portable gas detectors
Riken Keiki offers a diverse product lineup to suit specific work environment gas characteristics and work details.
The correct selection and use of our gas detectors will ensure safety and peace of mind for users.
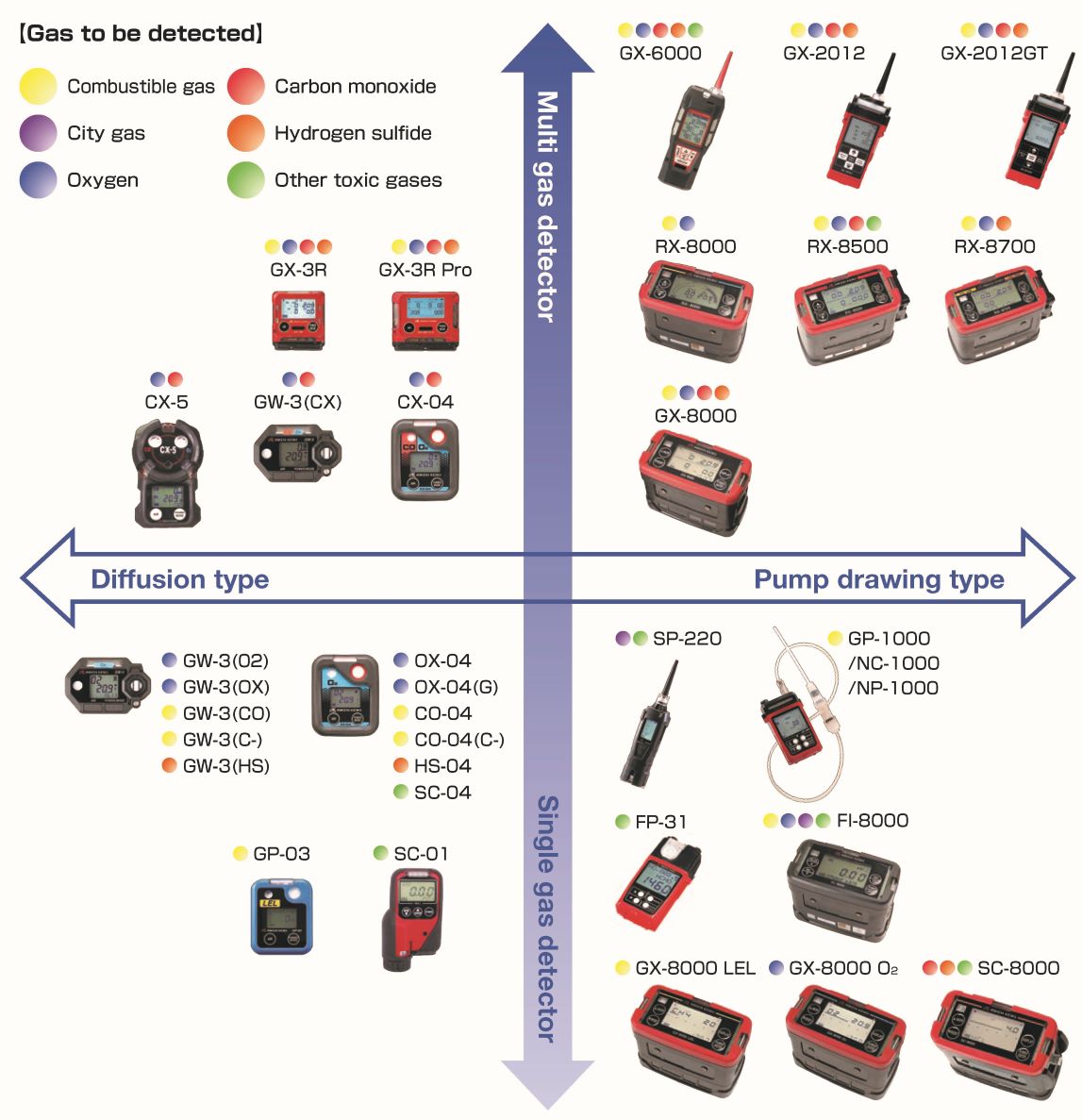
Portable gas detectors
These products are ideal for inspections before personnel enter tanks, manholes, or other locations that pose the risk of oxygen deficiency. They can also be worn on one’s person when handling hazardous gases.

Diffusion type
Diffusion type gas detectors detect gas leaks that come into contact with a sensor. They are worn on the person by workers to alert the user to hazards when gas is detected in the surroundings, allowing the user to move to a safe location.

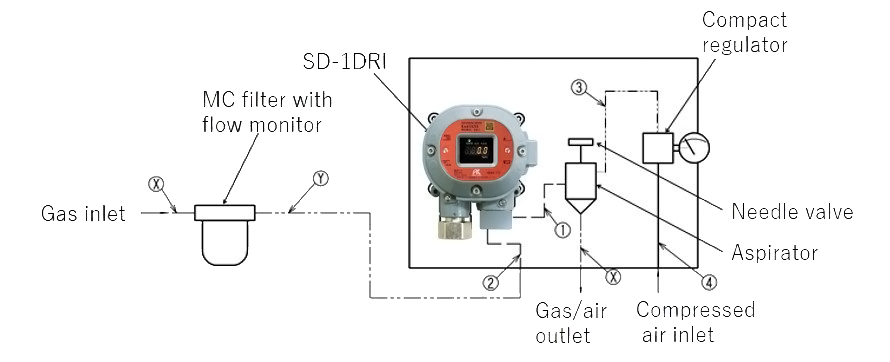
Suction type
Suction type gas detectors have a built-in pump. Therefore, when working inside a tank or any other place where there is a risk of oxygen shortage, the hose connected to the gas detector can be placed inside the tank to detect the gas and confirm safety before work.
Single-gas detectors
These contain one type of gas sensor within a single detector. This makes them compact and lightweight, allowing them to be worn on a helmet or wristwatch-style.

Multi-gas detectors
These contain multiple sensors within a single detector. They can detect multiple gases simultaneously, such as hazardous gases and oxygen. They can also display corresponding gas concentrations simultaneously.

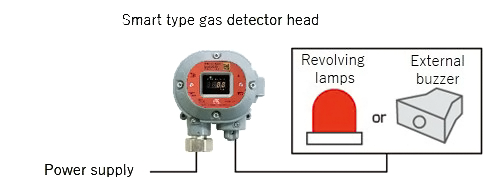
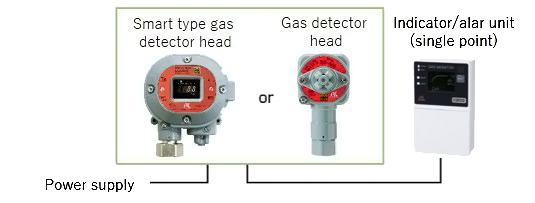
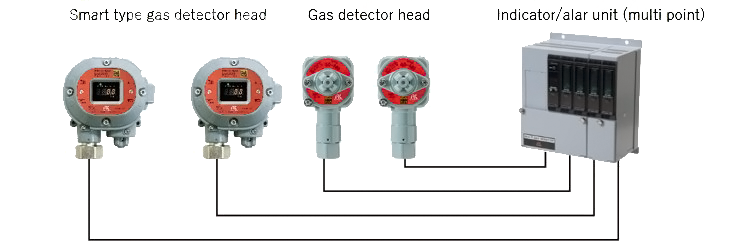
Explosion-proof products (explosion-proof areas)
Locations like petrochemical plants where combustible gases are generated require explosion-proof gas detectors to prevent the detectors themselves from becoming the source of ignition.

Non-explosion-proof products (non-explosion-proof areas)
Since there is no need for explosion-proof design, non-explosion-proof gas detectors are deployed in semiconductor plants and other locations where no combustible gases are generated.
Gas detectors must be selected to suit the particular application. Consider other factors, including the detection target gas, the purpose of detection (e.g., to prevent explosion, detect toxic gas leaks, concentration monitoring, leak checking), and certification with specific standards.